ASP窒化
高品質な光輝窒化を実現する次世代の技術
アクティブスクリーンプラズマ窒化装置
NASPシリーズ

<アクティブスクリーンプラズマ(ASP)窒化装置>


<ASP窒化装置構成>
ASP窒化法は処理品と炉壁の間にスクリーンを設置し、スクリーンを陰極、炉壁を陽極として、スクリーンと炉壁の間でプラズマを発生させることに特徴があります。スクリーン表面で窒素イオン、ラジカルなどが混在したプラズマを形成し、これらを処理品表面に到達させ、窒素を鋼材内部に拡散することにより処理品を窒化します。
<NASPシリーズ>


必要な機能を厳選し、
高いコストパフォーマンスを実現しました。


外部ヒーターと冷却機構を搭載し、
温度精度と生産性に優れた高性能モデルです。
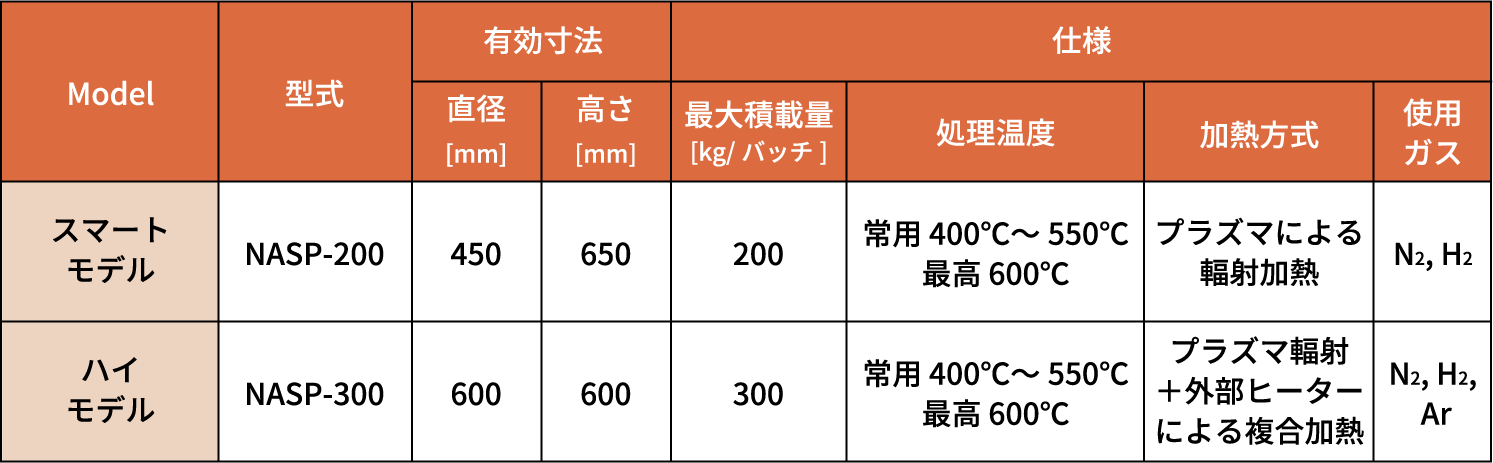
※上記寸法以外や特別仕様のものも製作します。弊社営業までご相談ください。
窒化概要

▶︎窒化処理は硬さや耐摩耗性などの機械的特性の向上を目的として、自動車や航空機部品、治工具、金型などの様々な分野で工業的に利用されています。特にプラズマを用いた窒化処理は、焼戻し温度(500℃)以下で処理を行うことができ、熱変形が少なく、表面荒れも少ないため、金型や摺動部品、コーティング処理の下地処理としての利用が増加しています。
▶︎アクティブスクリーンプラズマ(ASP)窒化法は、処理品に印加するバイアス電圧の調整により、窒化性能を自在に制御することができるため、処理前の鏡面性を維持したままの光輝窒化を実現できます。

優位性


ASP法はプラズマ生成と昇温に要する“スクリーン電圧”と窒化性能の制御を行う“バイアス電圧”に分かれています。このステージ側に印加するバイアス電圧の調整により、処理品へ供給する窒素イオン量を制御することができるため、窒化性能の制御性に優れています。

ASP法は窒素ガスと水素ガスのみを用いて窒化するため、有害ガスを使用しません。

ASP法は処理品に対して直接的にプラズマを発生させるのではなく、スクリーンを介して間接的にプラズマを発生させるため、処理品の形状に影響されません。したがって、エッジ効果、ホローカソード効果、アーキングを抑制することができます。

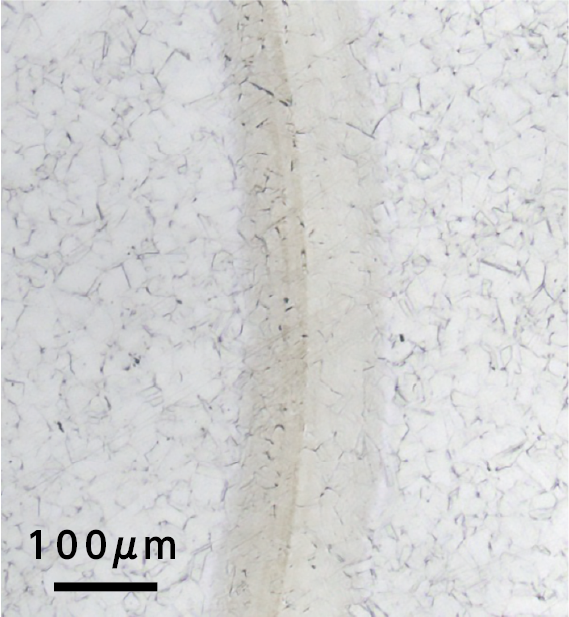
窒化性能

●ASP窒化 ~標準データ~
処理温度 : 480°C / 処理時間 : 5時間
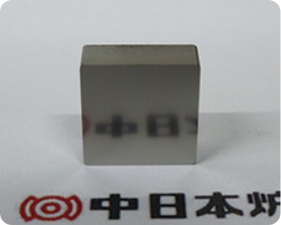
【未処理】
鋼種 : SKD61
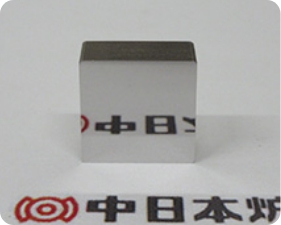
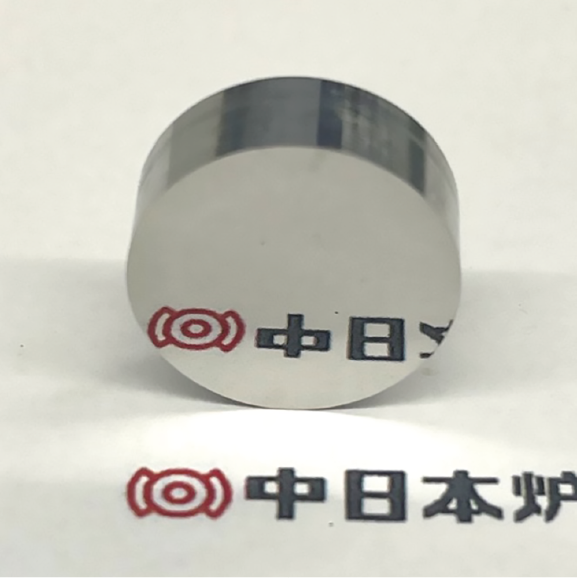
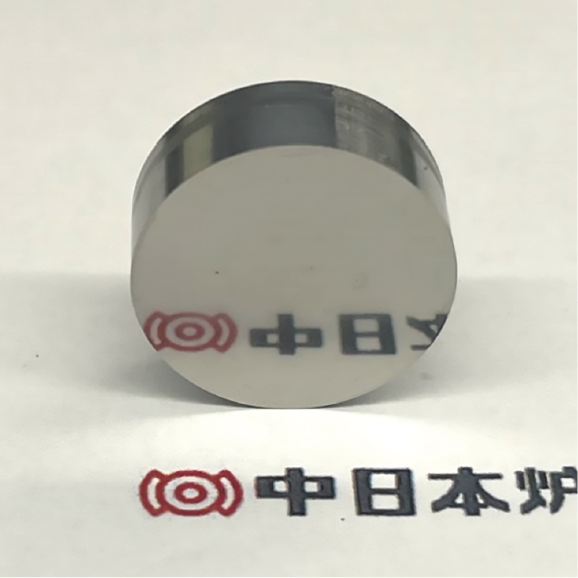
【光輝窒化】
バイアス電圧 : 弱
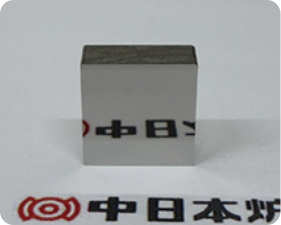
バイアス電圧 : 強

●ASP窒化 ~鋼種別データ~
処理温度 : 480°C / 処理時間 : 5時間





応用事例

①複合処理による⾧寿命化とコストダウン
ASP窒化処理との複合処理により、各種PVD膜の密着力が向上
▶︎複合処理とは「窒化処理+PVDコーティング」のことで、下地に窒化処理を施すことにより、密着力が向上します。
【複合処理効果】
・金型や機械部品の寿命向上により、メンテナンス頻度や部品の交換回数が減少し、メンテナンスコストを含むトータルコストの削減に貢献します。
・窒化処理によって基材の機械的強度が向上することで、耐久性がさらに高まります。





各社の各種PVD膜において、密着力が1.2〜1.5倍以上に向上
②ステンレス鋼の耐食性を損なわない窒化処理
◆低温ASP窒化
オーステナイト系ステンレス鋼を一般的な窒化温度である約500℃で処理すると、耐食性が低下してしまいます。
低温ASP窒化は、窒化処理温度を約400℃以下に抑えた処理で、硬さと耐食性を兼ね備えたS相(拡張オーステナイト相)を形成することができます。
◆低温ASP窒化の効果
(試料:SUS316 窒化条件:400℃-10時間処理 S相深さ:約5μm)
塩水噴霧試験(試験時間:72時間)
未窒化
低温ASP窒化
摩擦摩耗試験(ボールオンディスク)

未窒化
低温ASP窒化
ステンレス鋼の耐食性を維持したまま硬さと耐摩耗性を向上
③ダイス鋼への窒化処理による樹脂の離型性改善
ダイス鋼へのASP窒化処理により、樹脂の付着力が低減し、離型性改善
【試験手順】
引剝試験機において、「洗浄→基材設置→加熱→押付(3N)→冷却→引剥」
【試験条件】

【試験結果】
ポリブチレンテレフタレート:PBT

ナイロン

ポリエーテルエーテルケトン:PEEK

ASP窒化処理により、硬さ増加による耐久性の向上のみならず、 離型性が15~30%改善するため、射出成型金型や射出成型機部品への適用に有効
本成果は、岐阜大学工学部上坂教授との共同によるものです。
ASP窒化はお客様の要求特性に応じて窒化処理対応が可能です。
随時テスト処理や受託加工を請け負っておりますので、一度ご相談ください。
※詳しいことが知りたい方は、お気軽にお問合わせください。
