

Active Screen Plasma Nitriding Equipment
アクティブスクリーンプラズマ(ASP)窒化装置
高品質な光輝窒化を実現

窒化概要
▶︎窒化処理は硬度や耐摩耗性などの機械的特性の向上を目的として、自動車や航空機部品、治工具、金型などの様々な分野で工業的に利用されている。特にプラズマを用いた窒化処理は、焼戻し温度(500℃)以下で処理を行うことができ、熱変形が少なく、表面荒れも少ないため、金型や摺動部品、コーティング処理の下地処理としての利用が増加している。
▶︎アクティブスクリーンプラズマ(ASP)窒化法は、処理品に印加するバイアス電圧の調整により、鏡面性を維持した光輝窒化と従来のイオン窒化の両方を兼ね備えたハイブリット窒化技術である。


装置
<アクティブスクリーンプラズマ(ASP)窒化装置>

処理中の様子


<装置仕様>
型 式 : NASP-300
有効寸法 : φ600×600Hmm
処理重量 : 300kg/バッチ
<ASP窒化装置構成>
ASP窒化法は処理品と炉壁の間にスクリーンを設置し、スクリーンを陰極、炉壁を陽極として、スクリーンと炉壁の間でプラズマを発生させることに特徴がある。スクリーン表面で窒素イオン、ラジカルなどが混在したプラズマを形成し、これらを処理品表面に到達させ、窒素を鋼材内部に拡散することにより処理品を窒化する。
また、加熱補助ヒーターと冷却機構(ファン、ブロア)の搭載により、昇温時間及び冷却時間を短縮できるため、1日2バッチの処理が可能である。

優位性

ASP法はプラズマ生成と昇温に要する“スクリーン電圧”と窒化性能の制御を行う“バイアス電圧”に分かれている。このステージ側に印加するバイアス電圧を調整することにより、処理品へ供給する窒素イオン量を制御することができ、従来法に比べて窒化性能の制御性に優れているため、ハイブリット窒化を実現できる。

ASP法は窒素ガスと水素ガスのみを用いて窒化するため、有害ガスを使用しない。

ASP法は処理品に対して直接的にプラズマを発生させるのではなく、スクリーンを介して間接的にプラズマを発生させるため、処理品の形状に影響されない。したがって、エッジ効果、ホローカソード効果、アーキングを抑制することができる。


窒化性能
●ASP窒化 ~ハイブリット窒化~
処理温度 : 480℃ / 処理時間 : 5時間
【未処理】
鋼種 : SKD61
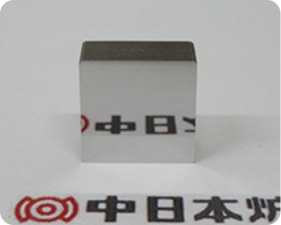
【光輝窒化】
バイアス電圧 : 弱
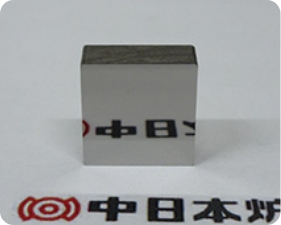
【イオン窒化相当】
バイアス電圧 : 強
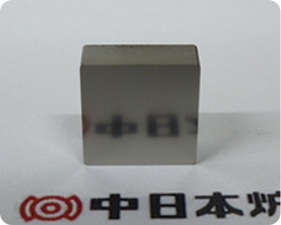

▶︎ASP窒化は高品質な光輝窒化と従来のイオン窒化の両方を兼ね備えたハイブリット窒化である
●ASP窒化 ~鋼種別データ~
処理温度 : 480℃ / 処理時間 : 5時間





ASP窒化はお客様の要求特性に応じて窒化処理対応が可能です。
随時テスト処理や受託加工を請け負っておりますので、一度ご相談ください。
※詳しいことが知りたい方は、お気軽にお問合わせください。